
A SOLIDWORKS CAM felhasználók körében valószínűleg nem ismeretlen fogalom a Technológiai Adatbázis, mégis érdemes róla beszélni, hiszen az SW CAM megmunkálási automatizmusa mögött rejlő „intelligenciát” ez az adatbázis szolgáltatja.
Mivel a témakör terjedelme ezt indokolja, ezért egy cikksorozatban, több részletben szeretném bemutatni a rendelkezésünkre álló lehetőségeket.
Az SW CAM beépített, gyári adatbázisa úgy lett létrehozva, hogy általánosan alkalmazható legyen többféle megmunkálási környezetben. Ez természetesen nem jelenti azt, hogy a különböző üzemekben megtalálható összes szerszámgéphez/megmunkáláshoz alkalmas, így szükségünk lehet az adatbázis paramétereinek módosítására.
A sorozat első része szolgáljon ízelítőül azok számára, akik szeretnének jobban megismerkedni az SW CAM automatizmusának testreszabási lehetőségeivel.
Amiért az adatbázis felel:
- szerszámgépek meghatározása és kiválasztása
- szerszámtárak (Tool Crib) meghatározása és kiválasztása
- megmunkáló szerszámok és befogók meghatározása kiválasztása
- megmunkálási módszerek meghatározása
- technológiai paraméterek (előtolás, fordulatszám) meghatározása
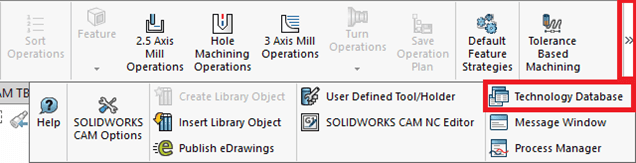
Első lépések: szerszámgépek szerkesztése és hozzáadása az adatbázishoz:
Amikor egy új szerszámgépet hozunk létre az adatbázisban, a következőket tehetjük meg:
- a létesítményünkben található CNC szerszámgépek definiálása
- nevet vagy gép számot rendelhetünk a szerszámgéphez
- Poszt Processzort rendelhetünk a szerszámgéphez
- szerszámtárat rendelhetünk hozzá a különböző gépeinkhez
- alapértelmezett alakzat megmunkálási stratégiákat rendelhetünk a géphez
- szerszámgép meghatározása könnyebb vagy nehezebb megmunkálásokra (light duty, heavy duty), mely beállítások közvetlenül hatnak az előtolás és fordulatszám számításokra
- X, Y mozgáshatárok definiálása a szerszámgéphez
- tengelyek számának meghatározása, melyek mentén a szerszámgép képes megmunkálásra (SW CAM Standard verzió esetében ez 3 tengely, Professional verzióban 4. és 5. tengely mentén tudunk pozicionáló mozgásokat programozni)
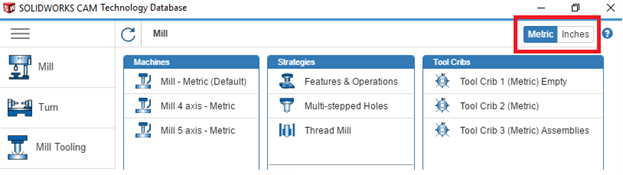
Az adatbázisban szereplő információk két mértékegységrendszerben vannak tárolva.
Attól függően, hogy milyen rendszerben lett létrehozva a modellünk, az adatbázis automatikusan a megfelelő mértékegységet választva nyílik meg.
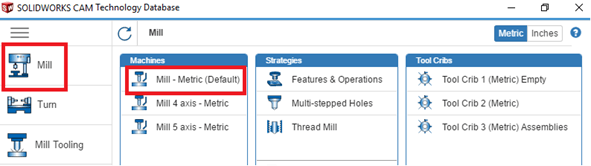
Adott szerszámgépre kattintva megjelennek azok paraméterei.
A szerszámgépek paraméterei 5 szekcióban vannak elosztva:
- General
- Specifications
- Turret
- Spindle
- Setup
Teljes részletességgel nem térek ki minden paraméter beállítási lehetőségeire, arra viszont felhívnám a figyelmet, hogy a kontextus-függő Súgó (Help) menü részletes leírást tartalmaz a különböző paraméterekről (megnyitott adatbázis esetén a jobb felső sarokban található kis kérdőjel ikon)
1. General (Általános) fül:
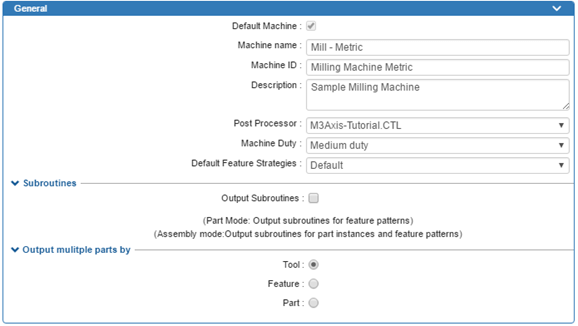
Az itt található paraméterek és azok jelentése, illetve megadási lehetőségei:
- Default Machine: alapértelmezett szerszámgép. Ez a gép kerül automatikusan kiválsztásra az aktív modellhez amikor SW CAM-mel programozunk egy alkatrészt. Alapértelmezettként csak egy gépet adhatunk meg az adatbázisban, ez logikusan az üzemben leggyakrabban használt gép legyen, ha több szerszámgépet is definiáltunk az adatbázisban
- Machine name: ebben a paraméterben kitöltött név jelenik meg az SW CAM felhasználói felületén
- Machine ID: egy szám vagy egy név, amelyet a szerszámgéphez rendelhetünk
- Machine description: lehetőség egy rövid leírás hozzáadására a szerszámgéphez
-
Post processor: alapértelmezett poszt processzort rendelhetünk a szerszámgéphez. Az SW CAM több gyári poszt processzorral rendelkezik.
Ezek elérési útja alapesetben: C:\ProgramData\SOLIDWORKS\SOLIDWORKS CAM 202X\Posts - Machine duty: ezzel az opcióval lehetőségünk van megadni, hogy milyen jellegű (nehézségű) munkát végez az adott szerszámgép. Ennek megítélése szubjektív: pl. egy 20 kW-os főorsó teljesítménnyel rendelkező gépnél megadhatjuk a heavy duty opciót, míg egy 5 kW-os gépnél ez már csak light duty lesz (az SW CAM a technológiai paraméterek számításánál figyelembe veszi az itt beállítottakat, erre a cikksorozat későbbi részeiben fogok kitérni)
-
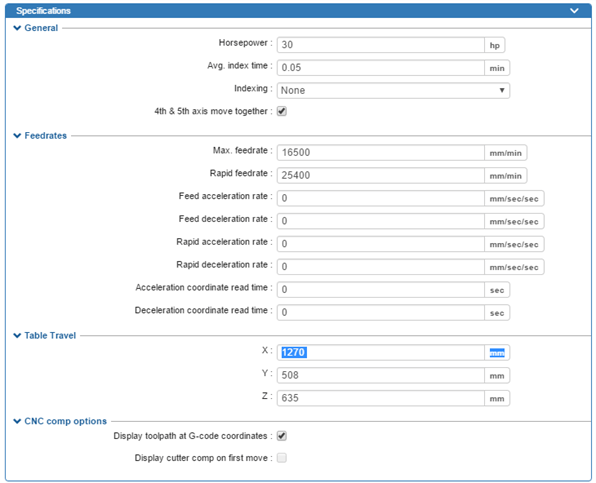
2. Specifications fül:
- Horsepower: teljesítmény megadása lóerőben (csak referenciaként szolgál, az SW CAM nem számol ezzel az adattal)
- index time: mennyi ideig tart egy szerszámcsere torony indexálás közben
- Indexing: nincs, 4 tengelyes, 5 tengelyes (indexált megmunkálások csak a Professional verzióban érhetőek el). Meghatározza az alapértelmezett megmunkálási feltételeket (sima 3 tengely ,vagy 4,5 tengelyes indexálás)
- 4th and 5th axes move together: beállítható, hogy a 4. és 5. tengely képes-e egyszerre mozogni. A megmunkálások becsült idejének számításában van szerepe.
- feedRate: maximális előtolás érték, ha bármely műveletben megadott előtolás meghaladja ezt az értéket, akkor egy erre vonatkozó figyelmeztetést kapunk.
- Rapid feedrate: a gyorsjárati mozgások előtolása, a gyorsjárati mozgások idejének számításához figyelembe veszi az SW CAM.
- Feed acceleration rate, Feed deceleration rate, Rapid acceleration rate, Rapid deceleration rate: a becsült megmunkálási idők számításához használja az SW CAM. Gyorsjárati és előtoló mozgásokra külön megadhatjuk a tengelygyorsulást, illetve lassulást.
- Table Travel: A gép mozgástartománya a különböző tengelyirányokban.
-
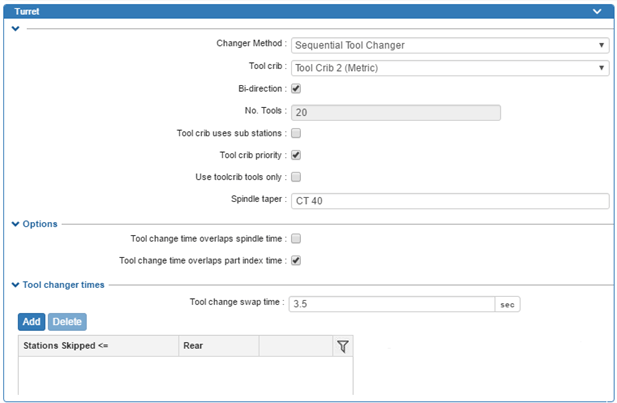
3. Turret fül:
- Changer Method: a szerszámcserélő típusát adhatjuk meg (Turret indexer – a főorsó tartalmaz egy indexálható szerszámtárat, Sequentual Tool Changer – lánctár vagy esernyőtár, Pre-Load Tool Changer – szerszámelőkeresést támogató szerszámtárak)
- Tool crib: az aktív szeszámgéphez rendelt szerszámtár kiválasztása legördülő menüből
- Bi-direction: ezzel a paraméterrel difiniálható, hogy a szerszámtár csak egy irányban, vagy oda-vissza képes mozogni/forogni
- Tools: a szerszámtárban vagy a revolverfejben található állomáshelyek száma
- Tool crib priority: az SW CAM automatizmusa szerszámválasztáskor úgy módosul, hogy elsődlegesen a kiválasztott szerszámtárban keres az adott művelethez megfelelő szerszámokat, ha ott nem talál, akkor a beépített szerszámadatbázisból választja ki a megfelelő megmunkáló szerszámot
- Use Tool crib tools only: az SW CAM automatizmusa szerszámválasztáskor úgy módosul, hogy csak a kiválasztott szerszámtár elemeit vizsgálja, ha egy művelethez nem talál megfelelő szerszámot, akkor ahhoz nem generál szerszámpályát
- Spindle taper: főorsó kúpja
- Tool change swap time: az az idő, amíg szerszámváltáskor a szerszám a főorsóból a tárba kerül (ha nem definiálunk egyéb (pl. szerszámelőkeresési) időket, akkor gyakorlatilag megegyezik a szerszámváltás idejével)
-
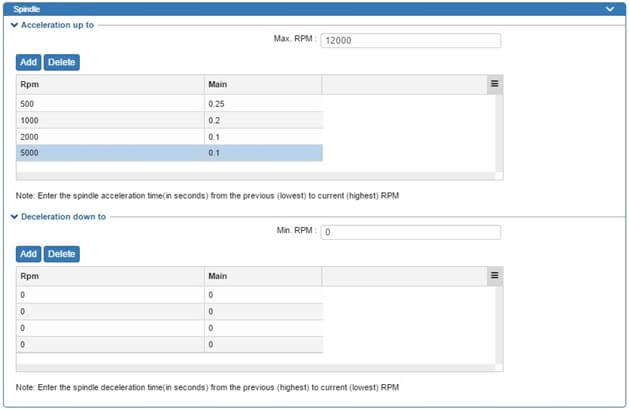
4. Spindle fül:
- Max RPM: főorsó maximális fordulatszámának megadása (szerszámgép-gyártói adat)
- Min RPM: főorsó minimális fordulatszámának megadása (szerszámgép-gyártói adat)
- Acceleration, Deceleration: mivel a főorsó adott fordulatszámra történő gyorsulása/lassulása nem azonnali, ezért ha vannak kimért vagy gyártói adataink ezzel kapcsolatban, akkor ezekkel feltölthetjük a képen látható táblázatot. Az SW CAM a becsült idők meghatározásakor ezekkel az értékekkel is számol.
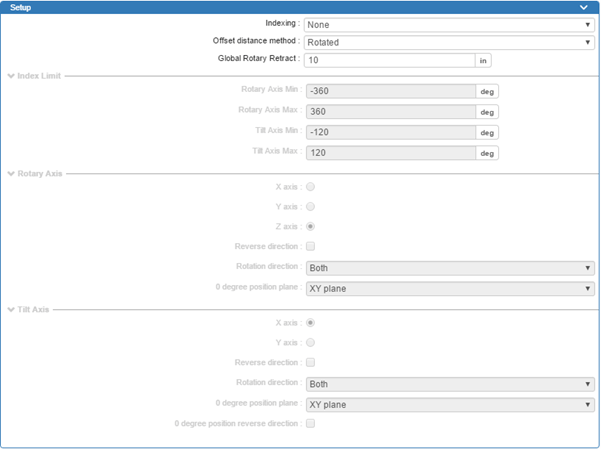
- Indexing: sima 3 tengelyes, vagy indexált 4, illetve 5 tengelyes gépről van-e szó
- Indexing Limits: a forgó és billenő tengelyek minimum és maximum szögelfordulási értékeit adhatjuk meg
-
Rotary Axis: ez a csoport csak akkor elérhető, ha az indexálás 4 vagy 5 tengelyesre van állítva
Ha a Fixture Coordinate System definiálva lett az SW CAM projektben, akkor a tengelyek ennek a koordináta rendszernek a figyelembevételével kerülnek meghatározásra. Amennyiben az FCS nem lett létrehozva, a SOLIDWORKS-ös koordináta rendszert veszi figyelembe az adatbázis a tengelyek meghatározásakor. -
Tilt Axis: ez a csoport csak akkor elérhető, ha az indexálás 5 tengelyesre van állítva
Ha a Fixture Coordinate System definiálva lett az SW CAM projektben, akkor a tengelyek ennek a koordináta rendszernek a figyelembevételével kerülnek meghatározásra. Amennyiben az FCS nem lett létrehozva, a SOLIDWORKS-ös koordináta rendszert veszi figyelembe az adatbázis a tengelyek meghatározásakor. - szerszámok, szerszámtárak kezelése (+felhasználói szerszámok és szerszámbefogók létrehozása)
- alakzatokhoz tartozó alapstratégiák áttekintése, egyéni stratégiák létrehozása, megmunkálási stratégia listák létrehozása
5. Setup fül:
A cikksorozat következő részeiben az alábbi adatbázishoz tartozó témákat tervezem részletesebben kifejteni, már gyakorlati példákon keresztül:
írta: Kurucsai György